Powering the Future
Powering the Future
Advanced API and Non-API centrifugal and progressing cavity pumps engineered for extreme viscosity, severe environments, and absolute operational reliability.

Industrial operations demand resilient fluid transfer solutions.
Standard pumps struggle when faced with extreme viscosities, gassy fluids, or highly abrasive materials, leading to severe pressure losses, system failures, and compounding downtime.
Effective fluid management requires highly specialized pumping architecture capable of maintaining constant, non-pulsating flow and self-priming capacity under the most volatile onshore and offshore conditions.
We strive to supply sustainable equipment for heavy industry, utilizing advanced research and development to optimize your rotating equipment and provide comprehensive artificial lift solutions.

Designed for a wide range of heavy industrial applications, these pumps are available in both Horizontal and Vertical Inline configurations. They are built with robust materials including Carbon Steel, Stainless Steel, Duplex SS, Super Duplex SS, and Hastelloy.

Horizontal Design: Features a single-stage, enclosed or semi-open impeller with an end suction, radially split, overhung installation. It delivers capacities up to 4,000 m³/hr and differential heads of 160 meters, safely handling temperatures from -40°C to 300°C.

Vertical Inline Design: A single-stage, single-suction, radially split pump reaching capacities of 4,600 m³/hr and differential heads up to 120 meters.

Engineered to the strict standard of the API610 latest edition, these pumps provide uncompromising reliability for critical oil and gas processing.
Overhung Type 2 (OH2): Centreline support, end suction, radially split designs handling capacities up to 3,000 m³/hr and extreme temperatures ranging from -70°C to 450°C.
Vertical Inline (VS All Range): Single or multistage designs reaching capacities of 4,600 m³/hr.
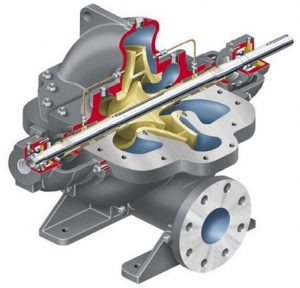
BB1 Double Suction & BB2 Radial Split: Heavy-duty between-bearing pumps offering massive capacities up to 10,000 m³/hr (BB1) and extreme differential heads up to 600 meters (BB2).


When handling extreme viscosity, gassy, or sandy fluids, our Positive Displacement Pumps take action to provide constant, non-pulsating flow.

PCM Moineau™ API 676: A highly modular design available in duplex and super duplex steel, with a maximum flowrate of 55 m³/h and capable of handling a maximum fluid viscosity of 10,000 cP.

PCM Moineau™ AV Vertical: Ideal for upstream and downstream onshore and offshore facilities. It is designed for installation directly into a tank or vessel, which eliminates upstream pressure losses and maximizes the Net Positive Suction Head (NPSH).

For applications requiring both heavy-duty operation and total flexibility, these ATEX-certified pumps utilize a wide choice of elastomer hoses to manage fluid dynamics securely.
DL & DX Series: Utilizes reinforced hoses designed for medium pressure applications and the most abrasive, corrosive fluids, easily handling maximum viscosities of 40,000 cP.
Z & PMA Series: The ideal choice for low-pressure dosing and transferring, featuring excellent self-priming capabilities and maximum density handling over 2,000 kg/m³.

Engineered for extreme conditions, our pumps securely handle abrasive slurries, gassy fluids, and viscosities up to 40,000 cP while maintaining constant, non-pulsating flow.
Built for absolute safety, our systems are fully compliant with the latest API 610, API 676, and ISO 5199 standards, including ATEX-certified options for hazardous zones.
Designed to eliminate downtime, our heavy-duty pumps effortlessly handle massive differential heads and extreme temperatures (-70°C to 450°C), keeping your operations flowing under peak stress.
Optimized through advanced R&D, our energy-efficient pumping architecture minimizes operational power consumption and lifecycle costs, delivering eco-friendly fluid management for heavy industry.
Our highly trained expert team is dedicated to delivering top-notch, reliable surface preparation services. We treat your infrastructure as our own, ensuring your assets are thoroughly protected, compliant with safety standards, and maintained in peak condition for years to come.
Banking on well-trained staff and expertise to provide top-quality service. Our promise is to deliver safe, eco-friendly, and value-for-money products that meet international quality standards.
